Quali sono i diversi tipi di scambiatori di calore a piastre?
Gli scambiatori di calore a piastre includono modelli con guarnizioni, brasati, saldati, semi-saldati, a fascio e piastre e tipologie speciali per svariati usi industriali.
Di piùLa scelta della piastra per saldatura laser più adatta è fondamentale per ottenere saldature di alta qualità ed efficienza di processo. Questo articolo fornisce una guida completa esaminando la compatibilità dei materiali e la conduttività termica, fattori che determinano la dissipazione del calore durante la saldatura e influenzano l'integrità del giunto. Lo spessore e la geometria della piastra vengono valutati per garantire una penetrazione ottimale della saldatura, mentre le considerazioni relative alla progettazione del giunto contribuiscono a evitare fusioni incomplete o eccessive. La finitura superficiale e i requisiti di rivestimento vengono valutati per ridurre al minimo porosità, spruzzi e altri difetti comuni che compromettono la resistenza della saldatura. Inoltre, l'abbinamento della riflettività e dei tassi di assorbimento della piastra a specifiche lunghezze d'onda del laser è essenziale per l'accoppiamento energetico, soprattutto quando si lavora con metalli altamente riflettenti come rame o alluminio. Infine, vengono considerati il volume di produzione e la compatibilità con l'automazione per selezionare piastre economicamente vantaggiose che bilancino il costo del materiale con i requisiti di produttività. Affrontando sistematicamente questi fattori, i produttori possono migliorare la qualità delle saldature, ridurre le rilavorazioni e ottimizzare l'efficienza produttiva complessiva nelle applicazioni di saldatura laser.
La compatibilità dei materiali influisce direttamente sull'integrità della saldatura e sulle prestazioni a lungo termine. Metalli di base e rivestimenti diversi reagiscono in modo differente all'energia laser, richiedendo un'attenta selezione per evitare cricche, porosità o giunzioni deboli. La conducibilità termica determina la propagazione del calore durante la saldatura, influenzando la profondità di penetrazione e le dimensioni della zona termicamente alterata. Per le applicazioni che coinvolgono metalli dissimili o materiali ad alta riflettività, la comprensione di questi due fattori è essenziale per ottenere saldature uniformi e di alta qualità.
Selezionare un materiale per la piastra che corrisponda o sia compatibile con la lega del pezzo. Le opzioni più comuni includono acciaio inossidabile, alluminio, rame e leghe di nichel. Evitare combinazioni che formano fasi intermetalliche fragili. Per le superfici rivestite o placcate, verificare che il rivestimento non vaporizzi o contamini il bagno di saldatura. Consultare le tabelle di compatibilità dei materiali quando si uniscono metalli diversi.
Scopri le opzioni di piastre compatibiliI materiali ad alta conducibilità termica (ad esempio, rame, alluminio) dissipano rapidamente il calore, richiedendo una maggiore potenza del laser o velocità di scansione inferiori per ottenere una fusione adeguata. I materiali a bassa conducibilità (ad esempio, acciaio inossidabile) concentrano il calore, aumentando la stabilità del bagno di fusione ma anche il rischio di surriscaldamento. Regolare di conseguenza i parametri di saldatura per controllare la penetrazione ed evitare difetti.
Visualizza i dati sulle prestazioni termicheValutare l'ambiente operativo: condizioni di alta temperatura, corrosive o sotto pressione richiedono leghe e spessori specifici per le lamiere. Per le applicazioni di saldatura di scambiatori di calore o batterie, dare priorità alle lamiere con un buon equilibrio tra diffusività termica e resistenza meccanica. Testare i giunti prototipo in condizioni di esercizio simulate per convalidare la scelta.
Guide per piastre specifiche per l'applicazioneEseguire prove di saldatura su piastra per valutare il comportamento del bagno di fusione e il flusso di calore. Misurare la conduttività termica mediante analisi flash laser se sono necessari dati precisi. Sezionare le saldature per verificare la presenza di porosità, cricche e adesione interfacciale. Regolare la finitura superficiale della piastra (ad esempio, opaca o lucida) per migliorare la uniformità dell'assorbimento del laser.
Scarica i protocolli di testLa scelta dello spessore e della geometria corretti della piastra è fondamentale per ottenere una penetrazione completa della saldatura nelle applicazioni di saldatura laser. Piastre più spesse richiedono una maggiore potenza del laser e velocità di avanzamento inferiori per garantire che il bagno di fusione raggiunga la radice del giunto. Al contrario, le piastre sottili rischiano di perforarsi se i parametri non vengono regolati con attenzione. Anche il tipo di giunto, che sia di testa, a sovrapposizione o a T, determina l'interazione del raggio laser con il materiale, influenzando la profondità di penetrazione e l'integrità della saldatura.
Fattori geometrici come la preparazione dei bordi, la tolleranza di spazio e l'accoppiamento dei pezzi influiscono direttamente sulla qualità della saldatura. Per risultati ottimali, i progettisti devono adattare lo spessore della lamiera alla capacità di penetrazione del laser, utilizzando in genere la saldatura a foro passante per giunti più profondi. Una corretta progettazione del giunto riduce al minimo difetti come porosità o mancanza di fusione, garantendo saldature robuste e ripetibili in tutte le serie di produzione.
Nelle applicazioni di saldatura laser, la finitura superficiale e la scelta del rivestimento influenzano direttamente la qualità della saldatura. Superfici ruvide o rivestimenti inadeguati possono intrappolare i gas, causando porosità e debolezze strutturali. Valutare i seguenti parametri prima della produzione.
| Condizione di montaggio | Tipo di rivestimento | Rischio di porosità | Azione consigliata |
|---|---|---|---|
| Laminato a caldo (Ra > 3,2 μm) | Nessuno | Alto | Rettificare o lucidare fino a Ra ≤ 1,6 μm |
| Lavorazione meccanica (Ra 1,6–3,2 μm) | Olio leggero | Mezzo | Sgrassare e asciugare prima della saldatura. |
| Lucidato (Ra ≤ 1,6 μm) | Antispruzzo | Basso | Applicare uno strato sottile e uniforme; evitare gli eccessi |
| Rivestito (verniciato/zincato) | Zinco/resina epossidica | Molto alto | Rimuovere il rivestimento nella zona di saldatura; utilizzare un sistema di aspirazione dei fumi. |
Per le piastre con superfici lucidate (Ra ≤ 1,6 μm) e rivestimento minimo, la porosità è significativamente ridotta. Verificare sempre la compatibilità del rivestimento con i parametri del laser. Fare riferimento alle guide applicative perpiastre per cuscini progettate su misuraEscambiatori di calore a piastre con guarnizioniper specifiche fasi di preparazione della superficie.
Eseguire un test superficiale preliminare alla saldatura utilizzando un profilometro e un misuratore di spessore del rivestimento. Regolare la velocità di avanzamento e la potenza in base ai valori misurati per ottenere giunzioni prive di difetti.

L'efficienza della saldatura laser è fondamentalmente determinata dall'interazione del materiale della piastra con il raggio laser incidente. Due proprietà ottiche fondamentali, la riflettività e il tasso di assorbimento, determinano il trasferimento di energia dal laser al pezzo in lavorazione. Queste proprietà non sono costanti, ma variano significativamente in funzione della lunghezza d'onda del laser e delle condizioni superficiali del materiale.
Per i laser industriali comuni, come i laser a CO₂ (10,6 μm) e i laser a fibra (1,07 μm), i metalli presentano comportamenti di assorbimento molto diversi. Alla lunghezza d'onda più corta dei laser a fibra, molti metalli come l'acciaio e l'alluminio mostrano un assorbimento maggiore, che si traduce in un accoppiamento energetico più efficiente. Al contrario, alla lunghezza d'onda maggiore del CO₂, i metalli sono altamente riflettenti, richiedendo una potenza maggiore o trattamenti superficiali per ottenere una fusione adeguata.
Per ottimizzare il processo, scegli una piastra con caratteristiche superficiali che minimizzino la riflettività alla specifica lunghezza d'onda del tuo laser. Tecniche come l'applicazione di un rivestimento assorbente, la rugosità superficiale o l'utilizzo di una piastra con uno strato pre-ossidato possono aumentare notevolmente i tassi di assorbimento. L'abbinamento di queste proprietà garantisce bagni di saldatura stabili, una maggiore penetrazione e una riduzione dello spreco di energia, con un impatto diretto sulla qualità della saldatura e sulla velocità di produzione.
Il volume di produzione influenza direttamente la durabilità e le prestazioni termiche richieste per le piastre di saldatura laser. Per la produzione ad alto volume, le piastre con maggiore resistenza all'usura e distribuzione uniforme del calore riducono i tempi di inattività e i costi di rilavorazione. Per le applicazioni a basso volume, la flessibilità può essere prioritaria rispetto a una durata estrema.
La compatibilità con l'automazione garantisce una perfetta integrazione con i sistemi di saldatura robotizzata. Le piastre progettate con caratteristiche di allineamento di precisione e finiture superficiali uniformi consentono agli alimentatori e ai morsetti automatici di funzionare senza interruzioni, riducendo al minimo i tempi di ciclo e gli scarti.
Per una selezione economicamente vantaggiosa, valutate il materiale, lo spessore e il rivestimento delle lamiere in base alle dimensioni tipiche dei lotti di produzione e alle specifiche delle apparecchiature automatizzate. Una mancata corrispondenza può causare usura precoce o frequenti regolazioni, aumentando i costi operativi totali.
Scopri le soluzioni di piastre ingegnerizzate per diverse scale di produzione:
Vi forniamo soluzioni complete per il commercio estero per aiutare le imprese a raggiungere lo sviluppo globale.
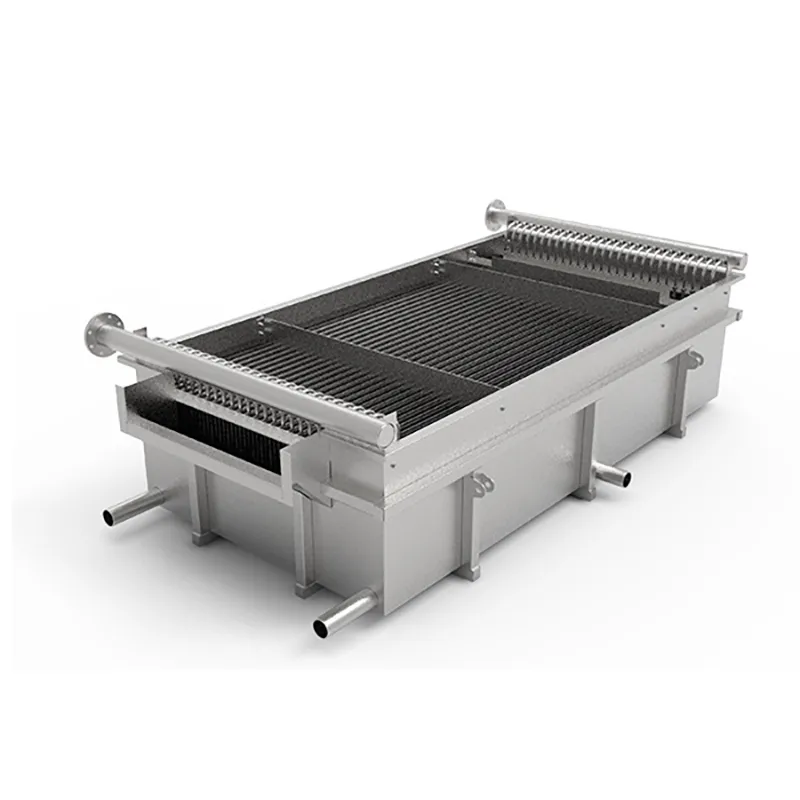
Nata a metà del XX secolo per superare i colli di bottiglia produttivi e i limiti di peso dei componenti termici standard con rivestimento, la piastra a cuscino (nota anche come piastra a fossette o piastra goffrata) ha rivoluzionato l'ingegneria di precisione delle pareti fluidiche. In SHPHE, prendiamo questa tecnologia altamente flessibile e la eleviamo a fondamento per l'integrazione su misura del trasferimento di calore industriale. Utilizzando la saldatura laser a fibra CNC automatizzata all'avanguardia, i nostri ingegneri personalizzano i profili di gonfiaggio meccanico e le griglie di passo dei punti per adattarsi direttamente alla dinamica dei fluidi, ai limiti di pressione e alle configurazioni dei recipienti specifici. Oggi, le piastre a cuscino personalizzate di SHPHE sono risorse indispensabili per gli impianti di processo di tutto il mondo che privilegiano prestazioni termiche avanzate, sicurezza a zero perdite e processi igienici, rappresentando la soluzione definitiva per i settori del raffreddamento alimentare, farmaceutico, chimico e dei materiali sfusi.

Progettati su misura per le esigenze di processo più severe. Noi di SHPHE non ci limitiamo a fornire apparecchiature; progettiamo soluzioni termiche personalizzate. I nostri scambiatori di calore a piastre saldate HT-Bloc sono configurati su misura dai nostri ingegneri esperti per superare le sfide specifiche del vostro settore, che si tratti di fluidi ad alta viscosità, temperature estreme o vincoli di spazio stringenti.

I processi industriali che coinvolgono fanghi pieni di particelle, sciroppi ad alta viscosità o pasta di cellulosa ricca di fibre richiedono più di semplici apparecchiature standard: necessitano di una gestione termica progettata specificamente per questo scopo. Noi di SHPHE configuriamo lo scambiatore di calore a piastre saldate TP per affrontare direttamente i gravi problemi di incrostazione, ostruzione ed erosione che affliggono il vostro impianto. Combinando geometrie dei canali personalizzate, metallurgia resistente all'usura e sistemi CIP (Cleaning-in-Place) integrati, garantiamo la massima continuità produttiva laddove gli scambiatori di calore convenzionali falliscono.

Lo scambiatore di calore a circuito stampato (PCHE) SHPHE rappresenta un cambio di paradigma nella gestione termica dei microcanali, meticolosamente progettato per gli ambienti industriali più critici ed esigenti al mondo. Sviluppato per superare i limiti fisici dei tradizionali scambiatori a fascio tubiero in ambienti ad altissima pressione, il nostro PCHE personalizzato integra tecniche avanzate di fotoincisione e saldatura per diffusione allo stato solido per offrire sicurezza, efficienza termica e integrità senza pari in condizioni di stress estremo. Inizialmente impiegata in settori ad alto rischio come quello aerospaziale e della produzione di energia nucleare, la tecnologia PCHE ha rivoluzionato completamente i processi termici ad alta densità. Oggi, SHPHE porta questa innovazione ingegneristica alle principali transizioni energetiche, tra cui la liquefazione del GNL, i cicli di potenza a CO² supercritica, la lavorazione degli idrocarburi e i sistemi a idrogeno ad alta pressione, consentendo agli impianti di massimizzare il recupero energetico, garantire la sicurezza a zero perdite e ridurre significativamente l'impatto ambientale.
Seleziona i prodotti e i servizi per il commercio estero più richiesti per soddisfare le tue diverse esigenze.
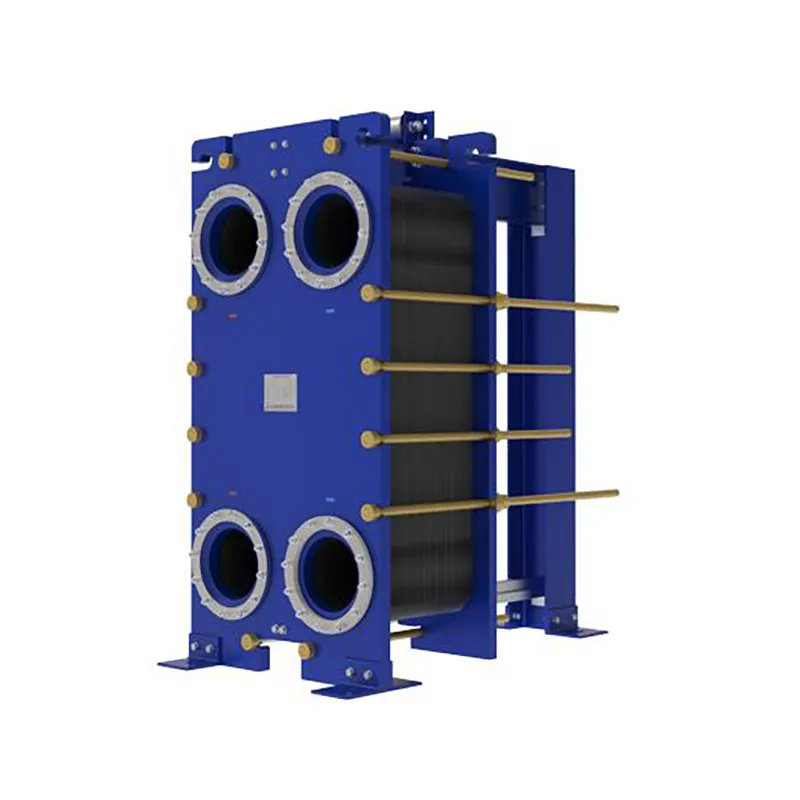
Dall'invenzione dello scambiatore di calore a piastre (PHE) nel 1923, la tecnologia termica si è evoluta dai processi standard per l'industria alimentare a operazioni industriali altamente complesse. Noi di SHPHE prendiamo questo design classico e versatile e lo trasformiamo in soluzioni di trasferimento termico altamente personalizzate, adattate ai vostri fluidi di processo e carichi termici specifici. Mentre i tradizionali PHE con guarnizioni offrono elevata efficienza e ingombro ridotto, SHPHE ottimizza le corrugazioni delle piastre, la metallurgia e i sistemi di tenuta per gestire i vostri parametri specifici relativi a sostanze chimiche, HVAC o recupero energetico. I nostri scambiatori di calore a piastre con guarnizioni, progettati su misura, offrono un'eccezionale scalabilità e facilità di manutenzione, rappresentando una risorsa indispensabile per le industrie pesanti, tra cui quelle petrolifere e del gas, metallurgiche e alimentari, dove la disponibilità, il recupero energetico e la sostenibilità a lungo termine sono le massime priorità.
Nata a metà del XX secolo per superare i colli di bottiglia produttivi e i limiti di peso dei componenti termici standard con rivestimento, la piastra a cuscino (nota anche come piastra a fossette o piastra goffrata) ha rivoluzionato l'ingegneria di precisione delle pareti fluidiche. In SHPHE, prendiamo questa tecnologia altamente flessibile e la eleviamo a fondamento per l'integrazione su misura del trasferimento di calore industriale. Utilizzando la saldatura laser a fibra CNC automatizzata all'avanguardia, i nostri ingegneri personalizzano i profili di gonfiaggio meccanico e le griglie di passo dei punti per adattarsi direttamente alla dinamica dei fluidi, ai limiti di pressione e alle configurazioni dei recipienti specifici. Oggi, le piastre a cuscino personalizzate di SHPHE sono risorse indispensabili per gli impianti di processo di tutto il mondo che privilegiano prestazioni termiche avanzate, sicurezza a zero perdite e processi igienici, rappresentando la soluzione definitiva per i settori del raffreddamento alimentare, farmaceutico, chimico e dei materiali sfusi.
I processi industriali che coinvolgono fanghi pieni di particelle, sciroppi ad alta viscosità o pasta di cellulosa ricca di fibre richiedono più di semplici apparecchiature standard: necessitano di una gestione termica progettata specificamente per questo scopo. Noi di SHPHE configuriamo lo scambiatore di calore a piastre saldate TP per affrontare direttamente i gravi problemi di incrostazione, ostruzione ed erosione che affliggono il vostro impianto. Combinando geometrie dei canali personalizzate, metallurgia resistente all'usura e sistemi CIP (Cleaning-in-Place) integrati, garantiamo la massima continuità produttiva laddove gli scambiatori di calore convenzionali falliscono.




Commenti degli utenti
Condivisione di esperienze di assistenza da parte di clienti reali
Elena M.
Tecnico di fabbricazione seniorSiamo passati a queste piastre per saldatura laser per le nostre staffe personalizzate per il settore automobilistico e la differenza in termini di uniformità è abissale. Niente più problemi di deformazione, nemmeno sull'acciaio sottile. La finitura superficiale è così pulita che dimezza i tempi di levigatura post-saldatura. Onestamente, ne vale assolutamente la pena per la nostra linea di produzione.
Tomás R.
Ingegnere di ricerca e sviluppoSto realizzando un prototipo di un nuovo alloggiamento per dispositivi medici e queste piastre mi hanno fornito la precisione necessaria per ottenere sigillature ermetiche. La tolleranza di planarità è impressionante. Ho tolto una stella solo perché l'imballaggio potrebbe essere più robusto per le spedizioni internazionali: un angolo è arrivato leggermente graffiato, ma la piastra in sé era intatta.
Priya K.
Istruttore di saldatura e responsabile di officinaInsegno saldatura laser da sei anni e consiglio sempre queste piastre ai miei studenti. Sono abbastanza facili da usare per i principianti che imparano a controllare il cordone di saldatura, ma anche sufficientemente robuste per giunzioni multi-passata avanzate. Lo strato di ossido è minimo, il che ci fa risparmiare tempo nella preparazione. Un ottimo acquisto per qualsiasi laboratorio di formazione.
Liam O'Shea
Specialista in manutenzione e riparazioneHo dovuto riparare uno scivolo del nastro trasportatore crepato durante il turno di notte di venerdì: queste piastre si sono tagliate, adattate e saldate alla perfezione. Nessuna porosità, nessun problema di schizzi con il mio laser a fibra. La linea ha continuato a funzionare per tutto il fine settimana. Ho già ordinato un altro lotto per la nostra scorta di emergenza.