Quali sono i diversi tipi di scambiatori di calore a piastre?
Gli scambiatori di calore a piastre includono modelli con guarnizioni, brasati, saldati, semi-saldati, a fascio e piastre e tipologie speciali per svariati usi industriali.
Di piùGarantire che una piastra saldata soddisfi i requisiti di carico e di resistenza alla fatica nelle strutture in acciaio richiede una comprensione approfondita dei tipi di carico e dei regimi di fatica che interessano le connessioni saldate, inclusi i carichi statici, ciclici e d'urto. Parametri di progettazione chiave come lo spessore della piastra, la dimensione della saldatura, la selezione del materiale d'apporto e il rispetto delle specifiche di saldatura come AWS D1.1 o ISO 5817 sono fondamentali per l'integrità iniziale. Tuttavia, anche le saldature ben progettate possono cedere prematuramente se il controllo qualità è inadeguato; pertanto, metodi di ispezione rigorosi, tra cui controlli a ultrasuoni, ispezione con particelle magnetiche ed esami radiografici, sono essenziali per rilevare difetti superficiali che potrebbero innescare cricche da fatica. La concentrazione di stress in corrispondenza dei bordi e delle radici delle saldature rimane una causa primaria di cedimento per fatica, rendendo necessari miglioramenti geometrici come profili di saldatura lisci, rettifica o trattamento termico post-saldatura per ridistribuire le sollecitazioni. Infine, la previsione della durata a fatica mediante analisi agli elementi finiti (FEA), combinata con la validazione sperimentale tramite prove di fatica ad alto numero di cicli, fornisce un quadro affidabile per confermare che la piastra saldata sopporterà la vita utile prevista senza cedimenti. Queste fasi integrate, dalla progettazione alla validazione, sono indispensabili per realizzare strutture in acciaio saldato sicure e durevoli.
Le giunzioni saldate a piastra nelle strutture in acciaio sono soggette a diverse tipologie di carico che influenzano la resistenza a fatica. I carichi statici causano sollecitazioni costanti, mentre i carichi ciclici portano a cedimenti per fatica nel tempo. Comprendere lo spettro di carico è fondamentale per garantire la durabilità a lungo termine.
I regimi di fatica si classificano in fatica a basso numero di cicli e fatica ad alto numero di cicli. La fatica a basso numero di cicli comporta elevate ampiezze di sollecitazione e un numero ridotto di cicli, e si verifica spesso in connessioni soggette a carichi sismici o da vento. La fatica ad alto numero di cicli comporta sollecitazioni inferiori ma milioni di cicli, tipica di ponti e supporti per macchinari.
I parametri chiave includono l'intervallo di sollecitazione, la sollecitazione media e gli effetti dell'intaglio in corrispondenza dei cordoni di saldatura. I fattori di concentrazione delle sollecitazioni devono essere valutati mediante analisi agli elementi finiti o dati empirici. La progettazione deve tenere conto delle tensioni residue di trazione derivanti dalla saldatura, che riducono la durata a fatica.
Norme come EN 1993-1-9 e AISC 360 forniscono categorie di fatica per i dettagli saldati. Ogni categoria definisce intervalli di sollecitazione ammissibili in base alla geometria del dettaglio e alla direzione del carico. Una corretta classificazione del giunto saldato è il primo passo nella verifica della fatica.
Per applicazioni critiche, si raccomanda un metodo di analisi delle sollecitazioni localizzate (hot-spot stress) o un approccio basato sulle sollecitazioni effettive in corrispondenza dell'intaglio (effettive notch stress approach). Questi metodi rilevano i gradienti di sollecitazione locali in corrispondenza dei cordoni di saldatura con maggiore precisione rispetto ai metodi basati sulle sollecitazioni nominali. Per la validazione, potrebbe essere necessario eseguire anche prove di fatica su campioni rappresentativi.
La storia e la frequenza dei carichi devono essere documentate per la valutazione della fatica. I carichi ad ampiezza variabile richiedono modelli di danno cumulativo come la regola di Miner. La vita utile di progetto deve essere specificata in cicli o anni, applicando opportuni fattori di sicurezza.
Il controllo del processo di saldatura, il trattamento post-saldatura e l'ispezione influiscono anch'essi sulla resistenza alla fatica. Tecniche come la molatura delle bave, la rifinitura TIG o la pallinatura possono migliorare la durata a fatica riducendo le concentrazioni di stress e introducendo tensioni residue di compressione.
Per ulteriori informazioni sui collegamenti a piastra saldata, si prega di visitare:Scambiatore di calore a piastre saldate a intercapedine ampia,Scambiatore di calore a piastre saldate TP,Scambiatori di calore a piastre con guarnizioni,Piastre per cuscini progettate su misura,Preriscaldatori d'aria a piastre progettati su misura,Scambiatore di calore a circuito stampato progettato su misura, EScambiatore di calore a piastre saldate HT Bloc.
Le piastre portanti nelle strutture in acciaio devono essere progettate con parametri precisi per garantire l'integrità strutturale sotto carico statico e ciclico. I fattori di progettazione critici includono lo spessore della piastra, la resistenza allo snervamento del materiale di base, la geometria del giunto di saldatura e il fattore di concentrazione delle sollecitazioni in corrispondenza dei cordoni di saldatura.
Le specifiche di saldatura, come la classificazione degli elettrodi, la temperatura di preriscaldamento, il controllo della temperatura tra le passate e il trattamento termico post-saldatura, influenzano direttamente la durata a fatica del collegamento. Un profilo di saldatura e una profondità di penetrazione adeguati riducono gli effetti di intaglio e migliorano l'efficienza del trasferimento del carico.
Il codice AWS D1.1 (American Welding Society) fornisce linee guida complete per le dimensioni delle saldature a gola, le dimensioni delle saldature d'angolo e gli intervalli di sollecitazione ammissibili. Per le lamiere soggette a fatica ad alto numero di cicli, il cordone di saldatura deve essere rettificato e il raggio di transizione deve essere massimizzato per ridurre le concentrazioni di sollecitazione.
L'analisi agli elementi finiti (FEA) viene comunemente impiegata per convalidare il dettaglio della saldatura rispetto alla curva di fatica di progetto. La combinazione di un'adeguata selezione del materiale, parametri di saldatura controllati e controlli non distruttivi (CND) garantisce che la piastra soddisfi sia i requisiti di carico ultimo che quelli di resistenza a fatica.
Un efficace controllo di qualità delle saldature è essenziale per prevenire cedimenti da fatica nelle strutture in acciaio. Le cricche da fatica si innescano tipicamente in corrispondenza dei bordi, delle radici o delle discontinuità interne delle saldature a causa della concentrazione delle sollecitazioni. Rigorosi protocolli di ispezione garantiscono che le saldature soddisfino le specifiche di progetto e le aspettative di durata.
I principali metodi di ispezione includono l'esame visivo, i controlli a ultrasuoni, l'ispezione con particelle magnetiche e i controlli radiografici. Ciascuna tecnica si concentra su specifici tipi di difetti, come porosità, mancanza di fusione, sottosquadri o inclusioni di scorie. La tabella seguente riassume i difetti di saldatura più comuni e il loro impatto sulle prestazioni a fatica.
| Tipo di difetto | Metodo di ispezione | Rischio di affaticamento | Criteri di accettazione |
|---|---|---|---|
| Porosità | Esami radiografici (RT) | Moderare | Secondo AWS D1.1 / ISO 5817 |
| Mancanza di fusione | Controllo a ultrasuoni (UT) | Alto | Tolleranza zero |
| Sottosquadro | Ispezione visiva (VT) | Da moderato ad alto | Profondità ≤ 0,5 mm |
| Inclusione di scorie | Esami radiografici (RT) | Moderare | Secondo il codice applicabile |
| Crepa | Particella magnetica (MT) / UT | Molto alto | Vietato |
Tabella 1: Difetti di saldatura comuni, metodi di rilevamento e classificazione del rischio di fatica. I criteri di accettazione devono essere conformi ai codici di saldatura strutturale pertinenti, come AWS D1.1 o ISO 5817.
Per garantire la resistenza alla fatica, il controllo del profilo di saldatura è altrettanto importante. Transizioni fluide, un'altezza di rinforzo adeguata e la rettifica del cordone possono ridurre significativamente i fattori di concentrazione delle sollecitazioni. I metodi di trattamento post-saldatura come la rifinitura TIG, la pallinatura o il trattamento a ultrasuoni migliorano ulteriormente la durata a fatica introducendo tensioni residue di compressione.
Per le applicazioni critiche, si raccomanda una combinazione di metodi di controllo non distruttivo (CND). Il controllo a ultrasuoni fornisce una copertura volumetrica, mentre il controllo con particelle magnetiche o liquidi penetranti rileva i difetti superficiali. Il controllo radiografico offre una registrazione permanente della qualità interna della saldatura. L'implementazione di un piano di ispezione strutturato in fasi definite – prima, durante e dopo la saldatura – garantisce la conformità ai requisiti di carico e fatica.
Per ulteriori informazioni sui prodotti scambiatori di calore a piastre saldate e sui relativi standard di qualità, visitareScambiatore di calore a piastre saldate a intercapedine ampiaOScambiatore di calore a piastre saldate TP.
Le concentrazioni di stress in corrispondenza dei cordoni di saldatura e delle radici sono i principali fattori scatenanti delle cricche da fatica. L'ottimizzazione della geometria della saldatura riduce le concentrazioni di stress locali, mentre i trattamenti post-saldatura introducono tensioni residue di compressione per prolungare la durata a fatica.
Regolazioni della geometria di saldatura:L'aumento del raggio del cordone di saldatura e la riduzione dell'angolo del fianco diminuiscono i fattori di concentrazione delle sollecitazioni. Le transizioni graduali tra il metallo di saldatura e la piastra di base distribuiscono i carichi in modo più uniforme, riducendo i picchi di sollecitazione sotto carico ciclico.
Metodi di trattamento post-saldatura:Tecniche come la molatura, la saldatura TIG e la pallinatura rimuovono le tacche microscopiche e inducono tensioni residue di compressione. Questi trattamenti chiudono le punte delle cricche e ritardano la loro innesco, migliorando significativamente la resistenza a fatica.
Controllo qualità:Ispezioni periodiche mediante liquidi penetranti o controlli con particelle magnetiche garantiscono che le superfici trattate siano prive di difetti. Insieme a una corretta profilatura delle saldature, queste misure assicurano prestazioni affidabili in condizioni di fatica ad alto numero di cicli.
La previsione della durata a fatica delle piastre saldate nelle strutture in acciaio richiede una combinazione di simulazione numerica e prove fisiche. L'analisi agli elementi finiti (FEA) viene utilizzata per identificare le zone di concentrazione delle sollecitazioni e stimare i punti di innesco delle cricche sotto carico ciclico. In genere si applica l'approccio sforzo-vita (SN) o il metodo deformazione-vita, a seconda della duttilità del materiale e dell'ampiezza del carico. Per i giunti saldati, l'influenza delle tensioni residue e della geometria della saldatura deve essere incorporata nel modello FEA per migliorarne la precisione.
La validazione viene eseguita mediante prove di fatica controllate in laboratorio, utilizzando attuatori servoidraulici. I provini vengono sottoposti a carichi ad ampiezza costante o variabile che riproducono le condizioni di esercizio. I dati risultanti, inclusi il numero di cicli a rottura e i tassi di propagazione delle cricche, vengono confrontati con le previsioni dell'analisi agli elementi finiti (FEA). Le discrepanze vengono analizzate per affinare i parametri del modello, come le proprietà del materiale, le condizioni al contorno e la densità della mesh. Questo processo iterativo garantisce che la progettazione della piastra saldata soddisfi i criteri di durata a fatica richiesti.
Per ulteriori dettagli sulle applicazioni delle lamiere saldate e sulle considerazioni di progettazione, fare riferimento alla relativa documentazione del prodotto.Scambiatore di calore a piastre saldate a intercapedine ampiaEScambiatore di calore a piastre saldate TPfornire esempi di configurazioni strutturali. Ulteriori approfondimenti possono essere trovati inScambiatori di calore a piastre con guarnizioniEPiastre per cuscini progettate su misura. Per applicazioni ad alta temperatura,Preriscaldatori d'aria a piastreEScambiatori di calore a circuito stampatooffrire dati pertinenti Infine,Scambiatore di calore a piastre saldate HT Blocdimostra un design avanzato resistente alla fatica.
Garantire l'affidabilità delle lamiere saldate nelle strutture in acciaio sottoposte a carichi combinati e fatica richiede un approccio sistematico che integri la classificazione dei carichi, le specifiche di progettazione e un rigoroso controllo di qualità. Una chiara comprensione dei carichi statici, ciclici e d'urto, insieme ai corrispondenti regimi di fatica, costituisce la base per connessioni saldate sicure.
I parametri di progettazione chiave, tra cui le dimensioni della saldatura, lo spessore della gola, la classificazione degli elettrodi e i requisiti di preriscaldamento, devono essere conformi a standard riconosciuti come AWS D1.1 o Eurocodice 3. Queste specifiche influenzano direttamente la capacità portante e la resistenza alla fatica del giunto.
Il controllo di qualità delle saldature, tramite prove non distruttive (ultrasuoni, particelle magnetiche o ispezione radiografica), è essenziale per individuare discontinuità superficiali che potrebbero innescare cricche da fatica. In combinazione con rigorosi criteri di accettazione, questi metodi riducono significativamente la probabilità di guasti prematuri.
La riduzione della concentrazione di stress in corrispondenza del cordone e della radice della saldatura, tramite profilatura ottimizzata, molatura, rifinitura TIG o pallinatura, aumenta la durata a fatica del collegamento. Il trattamento termico post-saldatura può ulteriormente alleviare le tensioni residue di trazione in applicazioni critiche.
Infine, la previsione della durata a fatica mediante analisi agli elementi finiti (FEA), combinata con dati sperimentali SN o metodi di deformazione-vita, fornisce un quadro validato per la valutazione delle prestazioni a lungo termine. La correlazione tra modelli numerici e prove fisiche garantisce che la piastra saldata soddisfi i requisiti di carico e di fatica per tutta la sua vita utile prevista.
Questo riassunto consolida gli aspetti critici della progettazione, fabbricazione, ispezione e validazione delle lamiere saldate per strutture in acciaio resistenti alla fatica.
Vi forniamo soluzioni complete per il commercio estero per aiutare le imprese a raggiungere lo sviluppo globale.
Nata a metà del XX secolo per superare i colli di bottiglia produttivi e i limiti di peso dei componenti termici standard con rivestimento, la piastra a cuscino (nota anche come piastra a fossette o piastra goffrata) ha rivoluzionato l'ingegneria di precisione delle pareti fluidiche. In SHPHE, prendiamo questa tecnologia altamente flessibile e la eleviamo a fondamento per l'integrazione su misura del trasferimento di calore industriale. Utilizzando la saldatura laser a fibra CNC automatizzata all'avanguardia, i nostri ingegneri personalizzano i profili di gonfiaggio meccanico e le griglie di passo dei punti per adattarsi direttamente alla dinamica dei fluidi, ai limiti di pressione e alle configurazioni dei recipienti specifici. Oggi, le piastre a cuscino personalizzate di SHPHE sono risorse indispensabili per gli impianti di processo di tutto il mondo che privilegiano prestazioni termiche avanzate, sicurezza a zero perdite e processi igienici, rappresentando la soluzione definitiva per i settori del raffreddamento alimentare, farmaceutico, chimico e dei materiali sfusi.

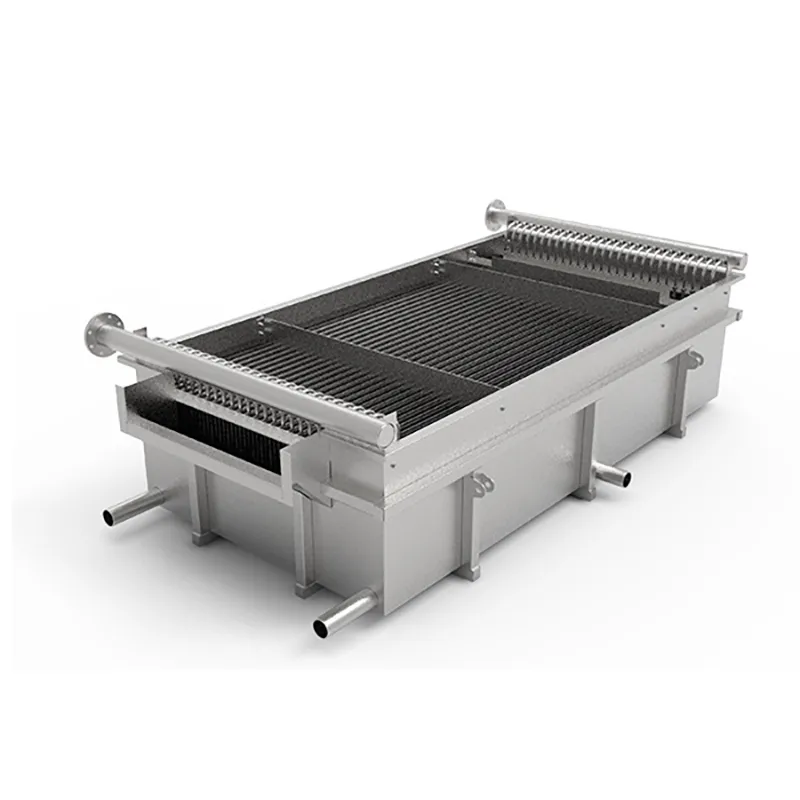
I gas di scarico di forni e caldaie industriali trasportano enormi quantità di energia termica inutilizzata. Il preriscaldatore d'aria a piastre (PAPH) SHPHE, progettato su misura, è specificamente studiato per intercettare questi gas di scarico ad alta temperatura, recuperando il prezioso calore di scarto e trasferendolo direttamente all'aria comburente o ai flussi di gas di processo in ingresso. Elevando significativamente la temperatura dell'aria di alimentazione della fiamma, i nostri sistemi personalizzati ottimizzano la termodinamica della combustione, garantiscono un notevole risparmio di carburante e riducono drasticamente le emissioni di carbonio e le emissioni industriali. Costruiti per resistere ad ambienti con gas di scarico difficili, i sistemi PAPH SHPHE rappresentano la scelta ideale per gli impianti moderni ad alta intensità energetica che privilegiano la conformità alle normative sulla decarbossilazione e la massima efficienza termica.
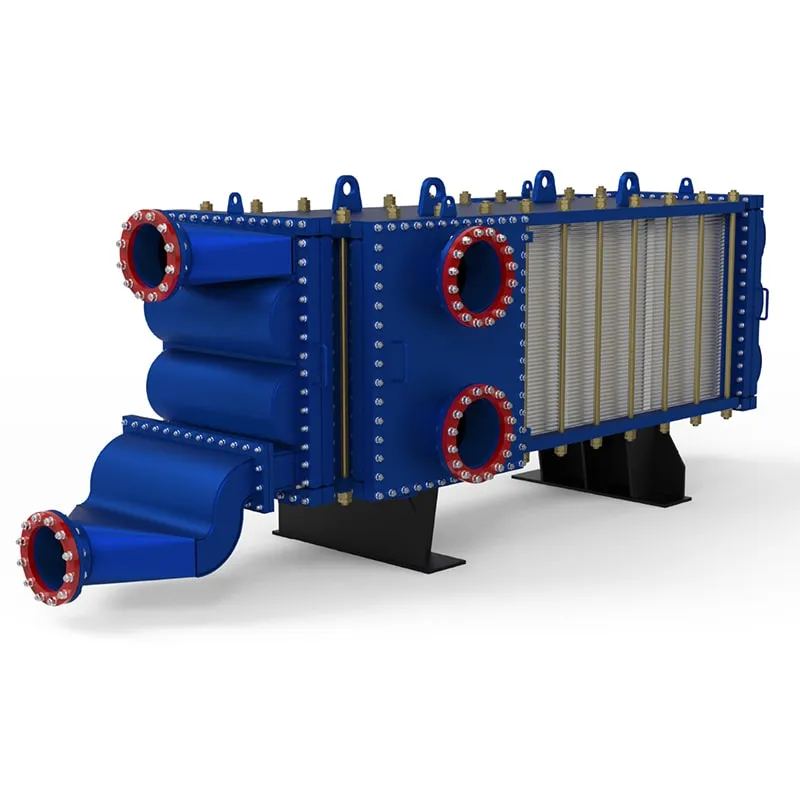
Soluzioni anti-intasamento personalizzate per fanghi ad alta viscosità: progettati specificamente per contrastare gravi incrostazioni industriali, gli scambiatori di calore a piastre saldate a intercapedine ampia SHPHE sono realizzati su misura per gestire fluidi complessi contenenti fibre dense, cristalli grossolani o sospensioni solide senza intasamenti. Ogni canale non ostruito è calcolato e formato da pacchi di piastre saldate al laser che corrispondono esattamente alla reologia e alla granulometria del fluido, eliminando completamente le "zone morte" strutturali e il ristagno del fluido. Disponibili in configurazioni verticali altamente compatte e in versatili configurazioni orizzontali, le nostre soluzioni di ingegneria verticale riducono drasticamente l'ingombro dell'impianto, mantenendo al contempo una portata di prodotto ininterrotta, perdite di carico minime e un funzionamento continuo impeccabile anche in cicli di processo difficili.

I processi industriali che coinvolgono fanghi pieni di particelle, sciroppi ad alta viscosità o pasta di cellulosa ricca di fibre richiedono più di semplici apparecchiature standard: necessitano di una gestione termica progettata specificamente per questo scopo. Noi di SHPHE configuriamo lo scambiatore di calore a piastre saldate TP per affrontare direttamente i gravi problemi di incrostazione, ostruzione ed erosione che affliggono il vostro impianto. Combinando geometrie dei canali personalizzate, metallurgia resistente all'usura e sistemi CIP (Cleaning-in-Place) integrati, garantiamo la massima continuità produttiva laddove gli scambiatori di calore convenzionali falliscono.
Seleziona i prodotti e i servizi per il commercio estero più richiesti per soddisfare le tue diverse esigenze.
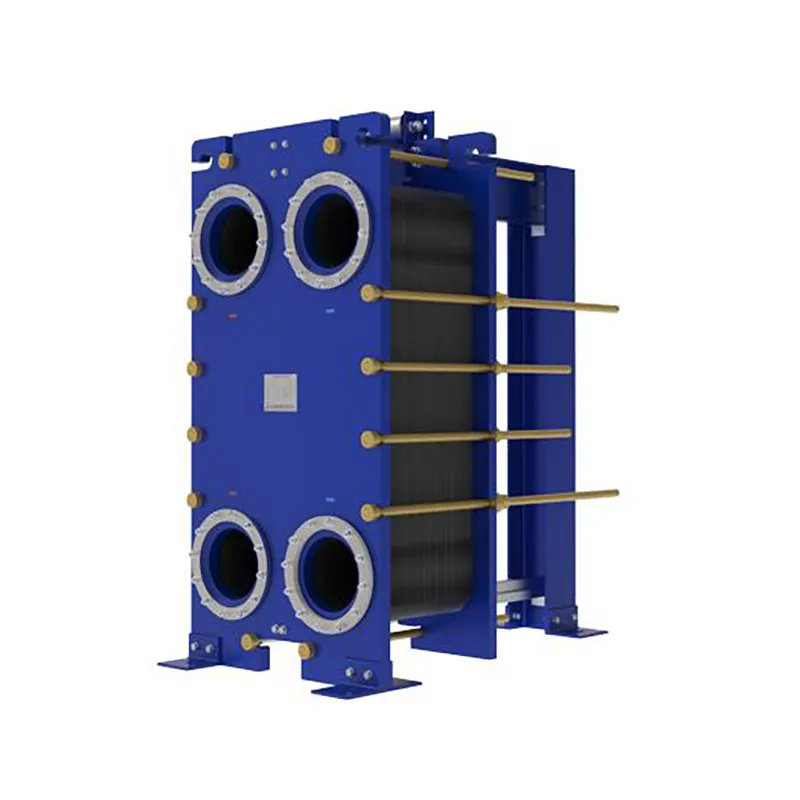
Dall'invenzione dello scambiatore di calore a piastre (PHE) nel 1923, la tecnologia termica si è evoluta dai processi standard per l'industria alimentare a operazioni industriali altamente complesse. Noi di SHPHE prendiamo questo design classico e versatile e lo trasformiamo in soluzioni di trasferimento termico altamente personalizzate, adattate ai vostri fluidi di processo e carichi termici specifici. Mentre i tradizionali PHE con guarnizioni offrono elevata efficienza e ingombro ridotto, SHPHE ottimizza le corrugazioni delle piastre, la metallurgia e i sistemi di tenuta per gestire i vostri parametri specifici relativi a sostanze chimiche, HVAC o recupero energetico. I nostri scambiatori di calore a piastre con guarnizioni, progettati su misura, offrono un'eccezionale scalabilità e facilità di manutenzione, rappresentando una risorsa indispensabile per le industrie pesanti, tra cui quelle petrolifere e del gas, metallurgiche e alimentari, dove la disponibilità, il recupero energetico e la sostenibilità a lungo termine sono le massime priorità.
I gas di scarico di forni e caldaie industriali trasportano enormi quantità di energia termica inutilizzata. Il preriscaldatore d'aria a piastre (PAPH) SHPHE, progettato su misura, è specificamente studiato per intercettare questi gas di scarico ad alta temperatura, recuperando il prezioso calore di scarto e trasferendolo direttamente all'aria comburente o ai flussi di gas di processo in ingresso. Elevando significativamente la temperatura dell'aria di alimentazione della fiamma, i nostri sistemi personalizzati ottimizzano la termodinamica della combustione, garantiscono un notevole risparmio di carburante e riducono drasticamente le emissioni di carbonio e le emissioni industriali. Costruiti per resistere ad ambienti con gas di scarico difficili, i sistemi PAPH SHPHE rappresentano la scelta ideale per gli impianti moderni ad alta intensità energetica che privilegiano la conformità alle normative sulla decarbossilazione e la massima efficienza termica.

Lo scambiatore di calore a circuito stampato (PCHE) SHPHE rappresenta un cambio di paradigma nella gestione termica dei microcanali, meticolosamente progettato per gli ambienti industriali più critici ed esigenti al mondo. Sviluppato per superare i limiti fisici dei tradizionali scambiatori a fascio tubiero in ambienti ad altissima pressione, il nostro PCHE personalizzato integra tecniche avanzate di fotoincisione e saldatura per diffusione allo stato solido per offrire sicurezza, efficienza termica e integrità senza pari in condizioni di stress estremo. Inizialmente impiegata in settori ad alto rischio come quello aerospaziale e della produzione di energia nucleare, la tecnologia PCHE ha rivoluzionato completamente i processi termici ad alta densità. Oggi, SHPHE porta questa innovazione ingegneristica alle principali transizioni energetiche, tra cui la liquefazione del GNL, i cicli di potenza a CO² supercritica, la lavorazione degli idrocarburi e i sistemi a idrogeno ad alta pressione, consentendo agli impianti di massimizzare il recupero energetico, garantire la sicurezza a zero perdite e ridurre significativamente l'impatto ambientale.




Commenti degli utenti
Condivisione di esperienze di assistenza da parte di clienti reali
Marco
Saldatore strutturaleHo utilizzato queste piastre saldate per un progetto di rinforzo di un ponte. La uniformità della penetrazione della saldatura è impressionante: nessuna inclusione di scoria o punto debole. Mi ha fatto risparmiare un sacco di tempo in cantiere.
Elena
Ingegnere meccanicoHo ordinato un lotto per un recipiente a pressione personalizzato. Le tolleranze dimensionali erano perfette e la preparazione della superficie della piastra ha facilitato l'ispezione. L'unico neo è la finitura dei bordi, che sarebbe stata un po' più pulita per applicazioni soggette a fatica ad alto numero di cicli.
Tommy
Supervisore della manutenzioneAbbiamo sostituito le parti usurate del nostro sistema di silos per cereali. Queste piastre saldate resistono bene a forti vibrazioni e polvere. Nessuna crepa dopo sei mesi di utilizzo continuo: un acquisto decisamente azzeccato.
Priya
Ispettore QAHo controllato un campione della nostra ultima spedizione con un test a ultrasuoni. La qualità della saldatura era uniforme e la zona termicamente alterata era più stretta di quanto mi aspettassi. Ottimo per applicazioni strutturali dove è necessario un trasferimento di carico affidabile.